Frequently Asked Questions
Mounting:
Flanges, plates and spindles should be clean, free of burrs and run true. Maximum run-out
should not exceed .005” for straight type wheels or .001” for cup wheels.
Truing:
After mounting, Diamond wheels and CBN wheels should be trued with a brake truing device. When the wheel is trued, it will be glazed and must be dressed aggressively to expose the crystals.
Do I have to use coolant on my grinding wheels?
Although resin bond wheels may be used dry, the use of coolant will increase efficiency and greatly extend wheel life. Flood coolant is recommended where possible. Always ensure that coolant is directed at the point of contact between wheels and the work piece, and keep filtration systems clean.
What are typical Diamond Wheel and CBN Wheel speeds?
|
Formula: To calculate wheel speed in SFPM – Diameter (in ft) x 3.142 x RPM
How does wheel speed affect the hardness of a wheel?
A speed range of between 5000 and 7000 SFPM (surface feel per minute) is recommended for Eagle Superabrasives wheels. The lower speed range makes the wheel act softer and coarser, while the higher speed range makes the wheel act harder and finer.
How do I dress Diamond Wheels and CBN Wheels?
Dressing:
To dress the wheel:
- Select a dressing stick one or two grit sizes finer than the abrasive in the diamond or CBN wheel.
- Turn off the coolant pump.
- Turn on the machine and allow the grinding wheel to reach full RPM, and then turn off the spindle motor.
- Apply the dressing stick to the abrasive section on the wheel with medium to light pressure until the wheel stops rotating.
- Repeat the above step until the dressing stick feels like it is being pulled or drawn into the wheel. This may need to be repeated up to four or five times depending on the condition of the wheel surface.
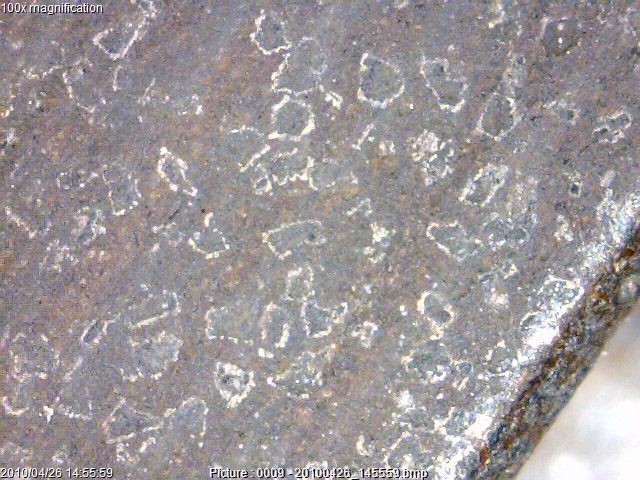
Glazed Wheel

Dressed Wheel
Warning:
DO NOT USE CLUSTER OR SINGLE POINT DIAMOND DRESSING TOOLS FOR TRUING DIAMOND OR CBN WHEELS.
More Answers Coming Soon!
Don’t see what you’re searching for? Speak to an application engineer –
No obligations. No fee. Just answers!!
We believe in a no-pressure environment to provide you with the education you need to guide you in the direction of the best grinding wheel solution.
When you’re ready, contact us for a free quote
or call us at (828) 759-5898