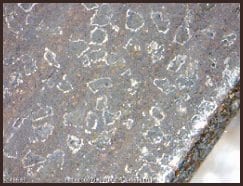
Much like sandpaper loading up with paint or debris after sanding furniture, a grinding wheel can become loaded too. Dressing your wheel becomes necessary to remove dulled grains and chips. Dressing a diamond grinding wheel consists of re-sharpening the small, cutting edges of the wheel’s surface by fracturing the grains to create sharp edges. The space in between the grains is also cleaned out, removing material that has clogged the wheel’s face.
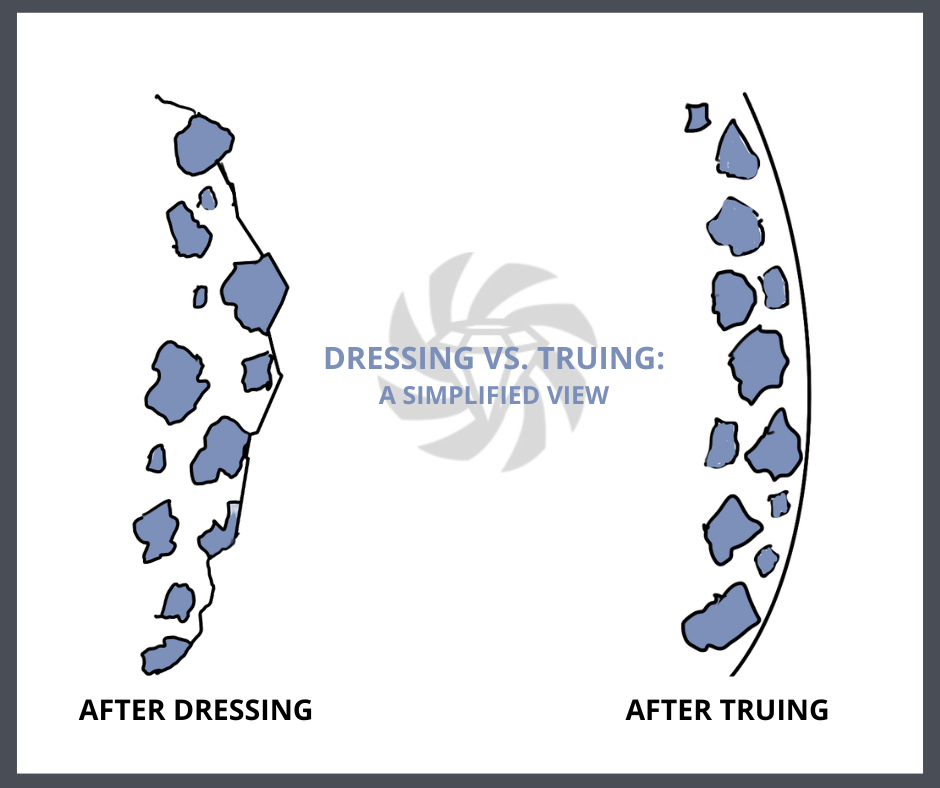
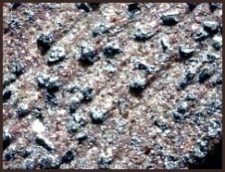
When using the proper dressing tool, you can create sharp cutting edges and recesses for chips simultaneously. A properly dressed diamond grinding wheel will be true to the workpiece surface with open pores, giving the best results possible. Maintain optimal grain protrusion and sharpness on your diamond wheel by dressing regularly.